Блок цилиндров
 Ужесточение требований по выбросам вредных веществ двигателями внутреннего сгорания в атмосферу заставляет инженеров и конструкторов автомобильных заводов искать решения, позволяющие снизить потребление топлива при работе двигателя. Одно из таких решений — уменьшение объема двигателя. Задача инженеров заключается в том, чтобы, уменьшив рабочий объем камеры сгорания, не потерять в мощности.
Ужесточение требований по выбросам вредных веществ двигателями внутреннего сгорания в атмосферу заставляет инженеров и конструкторов автомобильных заводов искать решения, позволяющие снизить потребление топлива при работе двигателя. Одно из таких решений — уменьшение объема двигателя. Задача инженеров заключается в том, чтобы, уменьшив рабочий объем камеры сгорания, не потерять в мощности.
Блок цилиндров является самой крупной деталью двигателя. Учитывая увеличение мощности двигателя на единицу объема, наиболее подходящим материалом для изготовления блока цилиндров является чугун.
Компания ZCC-CT имеет большой опыт высокоскоростной обработки деталей из чугуна. Специальная серия инструментов для обработки деталей двигателя, разработанная инженерами ZCC-CT, позволяет при минимальной стоимости добиться требуемых точности и качества поверхности. Это в конечном итоге позволяет двигателю выдавать заявленные характеристики мощности, экономичности, экологичности.
Обработка поверхностей сопряжения с картером и головкой блока цилиндров
 Отличным решением для обработки поверхностей сопряжения блока цилиндров с картером и головкой будет торцевая фреза FMD02 с десятикромочной пластиной. Применяемые на этой фрезе пластины имеют специальную геометрию переднего угла и позволяют получить высокое качество поверхности при обработке деталей из чугуна. Клиновая система крепления пластины в корпусе фрезы позволяет разместить большее количество пластин на одном и том же диаметре фрезы по сравнению с классической системой крепления (винтом через отверстие).
Отличным решением для обработки поверхностей сопряжения блока цилиндров с картером и головкой будет торцевая фреза FMD02 с десятикромочной пластиной. Применяемые на этой фрезе пластины имеют специальную геометрию переднего угла и позволяют получить высокое качество поверхности при обработке деталей из чугуна. Клиновая система крепления пластины в корпусе фрезы позволяет разместить большее количество пластин на одном и том же диаметре фрезы по сравнению с классической системой крепления (винтом через отверстие).
Фрезерование боковой поверхности блока цилиндров
 Для фрезерования боковых поверхностей блока цилиндров может быть использована стандартная фреза со сменными пластинами типа FMP02. Винтовая канавка и большой передний угол позволяют снизить силы резания. За счет схемы крепления пластины винтом через отверстие фреза имеет большие «карманы» для стружки. Это обеспечивает хорошую эвакуацию стружки из зоны резания, снижает вибрации, повышает качество обработки.
Для фрезерования боковых поверхностей блока цилиндров может быть использована стандартная фреза со сменными пластинами типа FMP02. Винтовая канавка и большой передний угол позволяют снизить силы резания. За счет схемы крепления пластины винтом через отверстие фреза имеет большие «карманы» для стружки. Это обеспечивает хорошую эвакуацию стружки из зоны резания, снижает вибрации, повышает качество обработки.
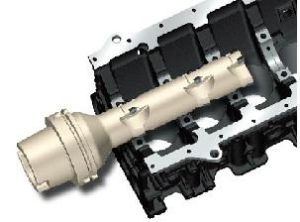
Обработка полости цилиндров
 Для сверления отверстия в цилиндре используется специальный инструмент с режущими пластинами, расположенными на торце (показан слева). Инструмент устанавливается на оправку с большим вылетом, позволяющим вести обработку на требуемой глубине. Тангенциальное расположение твердосплавных пластин, специальной формы, дает возможность вести обработку с подачами до 0,3 мм/зуб, при скорости резания до 400 м/мин.
Для сверления отверстия в цилиндре используется специальный инструмент с режущими пластинами, расположенными на торце (показан слева). Инструмент устанавливается на оправку с большим вылетом, позволяющим вести обработку на требуемой глубине. Тангенциальное расположение твердосплавных пластин, специальной формы, дает возможность вести обработку с подачами до 0,3 мм/зуб, при скорости резания до 400 м/мин.
Для чистовой обработки поверхности цилиндра применяется специальный многофункциональный инструмент с регулируемыми пластинами, имеющий каналы для подведения СОЖ непосредственно в зону резания (показан справа). Это способствует максимальной производительности и качеству обработки инструмента.
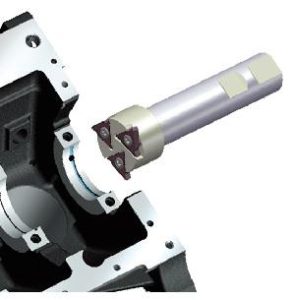
Обработка посадочных поверхностей вкладыша коренных шеек коленчатого вала
 Для формирования поверхности посадки вкладыша коренных шеек коленчатого вала используется специальный инструмент, за один проход поочередно формирующий поверхности трех уступов. Очередность обработки определяется шагом установки пластин на инструменте.
Для формирования поверхности посадки вкладыша коренных шеек коленчатого вала используется специальный инструмент, за один проход поочередно формирующий поверхности трех уступов. Очередность обработки определяется шагом установки пластин на инструменте.
Такая схема позволяет сократить время обработки, снизить вибрации, обеспечить точность и качество обрабатываемых поверхностей.
Фрезерование каналов подачи масла
 Для обработки каналов подачи масла в блоке цилиндров двигателя используется фреза со сменными пластинами SMP05. На ней устанавливается трехкромочная пластина серии QC. В стандартном исполнении фреза позволяет вести обработку канала шириной от 0,5 мм до 4,8 мм за один проход. Также возможно изготовление специальных пластин нужной ширины.
Для обработки каналов подачи масла в блоке цилиндров двигателя используется фреза со сменными пластинами SMP05. На ней устанавливается трехкромочная пластина серии QC. В стандартном исполнении фреза позволяет вести обработку канала шириной от 0,5 мм до 4,8 мм за один проход. Также возможно изготовление специальных пластин нужной ширины.
Сверление глубоких отверстий
 Для сверления глубоких отверстий в блоке цилиндров применяются сверла серии 1588SL с каналами для подвода СОЖ. При сверлении таких отверстий очень важна возможность подачи СОЖ в зону резания. При этом, чем глубже отверстие необходимо просверлить, тем выше требование к давлению и расходу СОЖ. Соблюдение всех технических условий позволяет эффективно охлаждать режущую кромку, хорошо эвакуировать стружку, повышает стабильность резания. Сверла серии 1588SL в стандартном исполнении имеют глубину сверления 10d, 12d, 15d, 20d, 30d.
Для сверления глубоких отверстий в блоке цилиндров применяются сверла серии 1588SL с каналами для подвода СОЖ. При сверлении таких отверстий очень важна возможность подачи СОЖ в зону резания. При этом, чем глубже отверстие необходимо просверлить, тем выше требование к давлению и расходу СОЖ. Соблюдение всех технических условий позволяет эффективно охлаждать режущую кромку, хорошо эвакуировать стружку, повышает стабильность резания. Сверла серии 1588SL в стандартном исполнении имеют глубину сверления 10d, 12d, 15d, 20d, 30d.
Обработка боковых частей посадочных поверхностей коренных шеек коленчатого вала
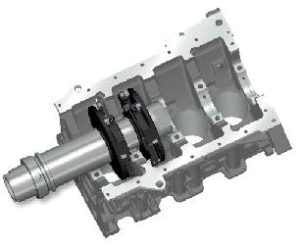 Для обработки посадочных поверхностей коренных шеек коленвала используется специальная фреза со сменными пластинами, позволяющая за один проход формировать чистовой размер посадочной поверхности. Такая схема обработки сокращает машинное время и снижает себестоимость производства.
Для обработки посадочных поверхностей коренных шеек коленвала используется специальная фреза со сменными пластинами, позволяющая за один проход формировать чистовой размер посадочной поверхности. Такая схема обработки сокращает машинное время и снижает себестоимость производства.
Обработка поверхности бобышки
 Для обработки бобышек используется стандартная фреза EMP11(12) со сменными пластинами AZGT. Имея винтовую канавку на режущей кромке пластины и различные геометрии стружколомов, фреза EMP11 позволяет повысить плавность резания, улучшить стружкодробление, снизить вибрации и повысить качество обработки. Пластины с винтовой канавкой типа AZGT могут быть установлены на фрезы в диапазоне от 12 мм до 80 мм.
Для обработки бобышек используется стандартная фреза EMP11(12) со сменными пластинами AZGT. Имея винтовую канавку на режущей кромке пластины и различные геометрии стружколомов, фреза EMP11 позволяет повысить плавность резания, улучшить стружкодробление, снизить вибрации и повысить качество обработки. Пластины с винтовой канавкой типа AZGT могут быть установлены на фрезы в диапазоне от 12 мм до 80 мм.
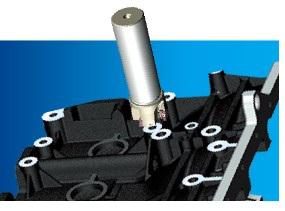
Сверление отверстий под уплотнительные кольца
 Для сверления отверстий под уплотнительные кольца применяется специальное сверло со сменными пластинами, установленными в шахматном порядке по высоте. Каждая пластина при сверлении за один проход формирует нужную поверхность, исключая потребность использования нескольких инструментов. Это значительно сокращает время обработки и повышает производительность.
Для сверления отверстий под уплотнительные кольца применяется специальное сверло со сменными пластинами, установленными в шахматном порядке по высоте. Каждая пластина при сверлении за один проход формирует нужную поверхность, исключая потребность использования нескольких инструментов. Это значительно сокращает время обработки и повышает производительность.
Сверление, развертывание, нарезание резьбы
 Для сверление отверстий в чугунных и алюминиевых деталях двигателя ZCC-CT предлагает сверла с прямыми канавками — серия PC. Эти сверла позволяют получить хорошее качество поверхности и прямолинейности. Также компания ZCC-CT производит сверла, формирующие одновременно отверстие и фаску — серия SU. Цельные твердосплавные развертки 3101 / 3102 / 3103, выполненные с допуском H7, позволяют получить высокое качество поверхности отверстия на этапе после сверления.
Для сверление отверстий в чугунных и алюминиевых деталях двигателя ZCC-CT предлагает сверла с прямыми канавками — серия PC. Эти сверла позволяют получить хорошее качество поверхности и прямолинейности. Также компания ZCC-CT производит сверла, формирующие одновременно отверстие и фаску — серия SU. Цельные твердосплавные развертки 3101 / 3102 / 3103, выполненные с допуском H7, позволяют получить высокое качество поверхности отверстия на этапе после сверления.
Твердосплавный метчик серии 4201 / 4202 позволяет работать на скорости до 150 м/мин, что в 5 раз быстрее, чем аналогичный метчик из быстрорежущей стали (HSS).