Головка блока цилиндров
 Головка блока цилиндров — это одна из основных частей двигателя, к верхней поверхности которой крепится крышка головки, нижняя поверхность стыкуется с блоком цилиндров. Две боковые стороны — поверхности соединения впускного и выпускного коллекторов. Все смежные поверхности требуют совпадения размеров и строгой перпендикулярности, при этом противоположные поверхности должны быть параллельны друг другу. Также необходима хорошая плоскостность и низкая шероховатость поверхности.
Головка блока цилиндров — это одна из основных частей двигателя, к верхней поверхности которой крепится крышка головки, нижняя поверхность стыкуется с блоком цилиндров. Две боковые стороны — поверхности соединения впускного и выпускного коллекторов. Все смежные поверхности требуют совпадения размеров и строгой перпендикулярности, при этом противоположные поверхности должны быть параллельны друг другу. Также необходима хорошая плоскостность и низкая шероховатость поверхности.
В настоящее время быстрое развитие технологий обработки металла позволяют обеспечить высокую скорость обработки, с соблюдением всех необходимых технических требований, предъявляемых автомобильной промышленностью.
Фрезерная обработка поверхности сопряжения крышки цилиндров и обработка впускного коллектора
 Фрезы серии AMP01 предназначены для высокоскоростного фрезерования высокопрочного алюминиевого сплава. Полированная передняя поверхность твердосплавных пластин с большим передним углом позволяет достигать скорости резания до 5000 м/мин. Фрезы серии AMP01 имеют высокие значения балансировки, что позволяет добиться высокой точности обработки.
Фрезы серии AMP01 предназначены для высокоскоростного фрезерования высокопрочного алюминиевого сплава. Полированная передняя поверхность твердосплавных пластин с большим передним углом позволяет достигать скорости резания до 5000 м/мин. Фрезы серии AMP01 имеют высокие значения балансировки, что позволяет добиться высокой точности обработки.
Фрезерование поверхностей монолитными твердосплавными фрезами серии AL
 Твердосплавные монолитные фрезы серии AL имеют острую режущую кромку и большой передний угол. Такая геометрия эффективно предотвращает налипание на режущую кромку и обеспечивает хорошую эвакуацию стружки. Стабильная работа фрезы исключает вибрации в различных условиях обработки и позволяет получить высокое качество обработанной поверхности.
Твердосплавные монолитные фрезы серии AL имеют острую режущую кромку и большой передний угол. Такая геометрия эффективно предотвращает налипание на режущую кромку и обеспечивает хорошую эвакуацию стружки. Стабильная работа фрезы исключает вибрации в различных условиях обработки и позволяет получить высокое качество обработанной поверхности.
Обработка отверстий с сферическим торцом
 Серия фрез BMR04 предназначена для обработки контуров сферических поверхностей. Уникальная схема крепления режущей пластины позволяет добиться высокой точности при обработке поверхности.
Серия фрез BMR04 предназначена для обработки контуров сферических поверхностей. Уникальная схема крепления режущей пластины позволяет добиться высокой точности при обработке поверхности.
Обработка ступенчатых отверстий
 Компания ZCC-CT активно применяет специальный инструмент для конкретных отраслевых решений. Одним из примеров специального инструмента является фреза-сверло для обработки ступенчатого отверстия за один подход. Режущие пластины, установленные на разных уровнях, формируют разные поверхности. Такое решение позволяет значительно сократить время обработки и повысить эффективность производства.
Компания ZCC-CT активно применяет специальный инструмент для конкретных отраслевых решений. Одним из примеров специального инструмента является фреза-сверло для обработки ступенчатого отверстия за один подход. Режущие пластины, установленные на разных уровнях, формируют разные поверхности. Такое решение позволяет значительно сократить время обработки и повысить эффективность производства.
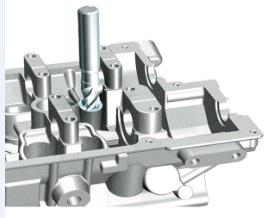
Обработка отверстий и нарезание резьбы для свечей зажигания
 Принцип обработки нескольких поверхностей за один подход широко применяется при крупносерийном производстве в автомобильной промышленности. Примером такой обработки является сверление отверстий в головке блока цилиндров с последующим нарезанием резьбы для крепления свечей зажигания. Сверление отверстий в головках блока цилиндров, выполненных из высокопрочного алюминиевого сплава, производится ступенчатым сверлом с прямой стружечной канавкой. При работе такого сверла за одну операцию получается цилиндрическое отверстие с фаской для захода резьбы. Нарезание резьбы производится высокопроизводительным метчиком из твердого сплава или резьбофрезой. Применение твердосплавного метчика значительно снижает время обработки за счет более высоких скоростей резания (150 м/мин) в сравнении с быстрорежущим метчиком (30 м /мин).
Принцип обработки нескольких поверхностей за один подход широко применяется при крупносерийном производстве в автомобильной промышленности. Примером такой обработки является сверление отверстий в головке блока цилиндров с последующим нарезанием резьбы для крепления свечей зажигания. Сверление отверстий в головках блока цилиндров, выполненных из высокопрочного алюминиевого сплава, производится ступенчатым сверлом с прямой стружечной канавкой. При работе такого сверла за одну операцию получается цилиндрическое отверстие с фаской для захода резьбы. Нарезание резьбы производится высокопроизводительным метчиком из твердого сплава или резьбофрезой. Применение твердосплавного метчика значительно снижает время обработки за счет более высоких скоростей резания (150 м/мин) в сравнении с быстрорежущим метчиком (30 м /мин).
Обработка отверстий в посадочном гнезде клапана
 Обработку отверстия посадочного гнезда клапана в головке блока цилиндров можно провести двумя способами.
Обработку отверстия посадочного гнезда клапана в головке блока цилиндров можно провести двумя способами.
Способ №1: На первом этапе применяется монолитное твердосплавное сверло с прямой стружечной канавкой. Такое сверло хорошо самоцентрируется и позволяет добиться высокой точности, прямолинейности и частоты поверхности. На втором этапе необходимо использовать твердосплавную развертку с внутренним и наружным подводом СОЖ.
Способ №2: Использование специального осевого инструмента для одновременного сверления и развертывания отверстия.
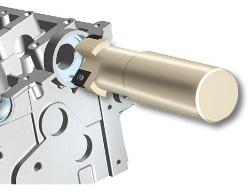
Обработка цилиндрических полостей
 Дисковая фреза серии SMP со сменными пластинами, расположенными по периметру, обеспечивает обработку цилиндрических полостей в головке блока цилиндров с высокой точностью и производительностью. Шахматное расположение пластин позволяет получить требуемую ширину специальной фрезы при использовании стандартных пластин.
Дисковая фреза серии SMP со сменными пластинами, расположенными по периметру, обеспечивает обработку цилиндрических полостей в головке блока цилиндров с высокой точностью и производительностью. Шахматное расположение пластин позволяет получить требуемую ширину специальной фрезы при использовании стандартных пластин.